Small Run Prototyping - Molding and Casting tiny parts

One of the last big challenges in building a prototype AR headset was in producing the custom earpieces required in an extremely tight timeframe. We needed to deliver 100 headsets to users to begin a field trial. We had 3 weeks to get them produced, assembled and shipped.

It started with a 3D Print. Ideally I'd have used an SLS or SLA printer at Microsoft, but with such short notice all of the machine time was booked for several weeks.
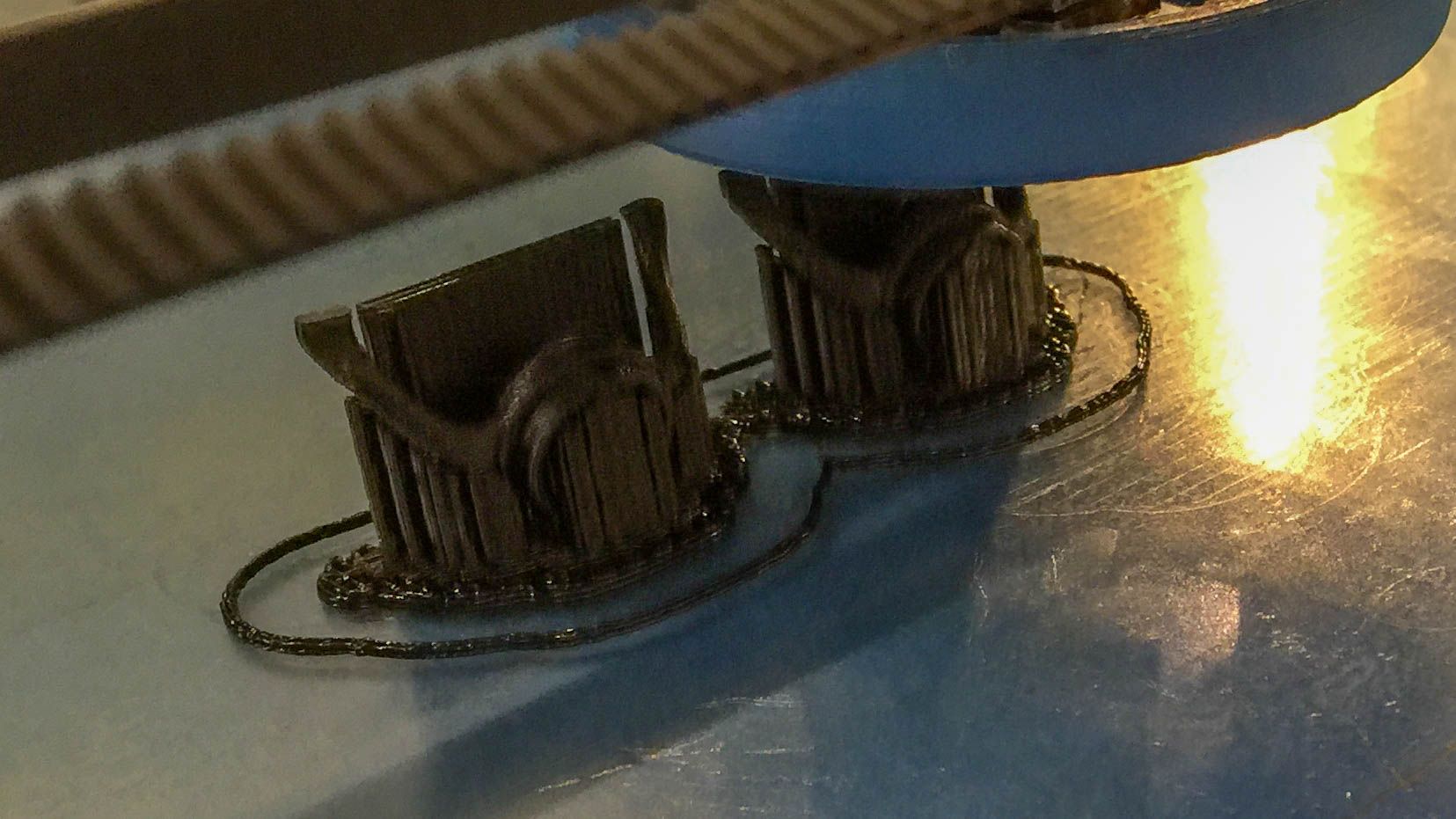
So on to the home FDM printer. Since the parts are very small, I went with the highest detail possible, 50 micron layers.
I printed a pair and then spent the next 8 hours sanding, priming, painting and finishing these. They would become my master.
The next step was making molds.
Normally with short runs, I make a single mold with multiple sets per cast. Especially with small parts like this, mixing batches of thermoset plastics gets tricky below a certain volume. When you're mixing in milliliters, the losses from stirring and scraping can really add up.
In the example above, we calculated the volume of the parts using area calculations (Rhino3D in this case) times the depth, then added 20% for losses and spillage. This ensures you have enough resin to fill the mold, without waste and give repeatable results for color/addons mixed in.
In this case though, I did some back of napkin math and knew I didn't have the time to create multiple master copies. So instead I made multiple molds from my single printed originals.



The process started as normal - I used foam board and hot glue to build up mold boxes. This works really well for molds that are only a few inches in size. Using plasticine modeling clay, I built up a base on the bottom board. This is a two part mold, so I did my best to get the parting line along the middle of the ear piece arms. Then I hot glued on the sides of the mold box and filled in more clay to the halway point of the box. I added mold keys to make registration for the two parts easier, and purposefully kept the halves with some surface movement to increase surface area.
Time for sprues. I used Bamboo Skewers for this, they are easy to cut and provided a controllable contact area to the parts. I clipped the points of the skewers to the width of the area they contacted, and experimented with different numbers and orientations for the sprues.

The image above shows one of the earlier sprue configurations. Highlighted in red is where I relocated the inflow sprue for later molds to more evenly distribute the plastic. I had issues with air bubbles in the left wing of the loop (closest to the red mark) before moving the sprue orientation.
The sprues are also aligned halfway into the clay, to ensure they can be removed from the two part mold easily.
Finally, I sprayed mold release over the clay, part, box, and sprues. This is absolutely critical. I sprayed two light coats, then used a small paintbrush to make sure it covered all areas and especially corners, and then sprayed one more light coat. Better a little too much than too little.



Next step was mixing the silicone. I used Smooth-On Mold Star 30, a good multi-purpose two part silicone. Again some basic math there - measured the interior of my mold box, divided the volume by two and added 20% for margins. With molds this small, precision is pretty important.
You should always degass silicone, preferably with a vacuum chamber (I have a kit from Best Value Vacs that they no longer sell). A single stage pump will save you a lot of cash, but at the expense of speed and lower vaccum pressure.
Next up was the pour - slowly, starting at the lowest point of the part itself, filling up and out. Filled to the top of the mold box. I made sure to place the mold on a level surface, to keep the surfaces square with one another.


After the mold had cured, it was time for part 2 - making the 2nd part of the mold. I pulled out the bottom of the box (using an exacto knife) and pulled out the plasticine clay and original parts. Cleaned the mold release from the original part, then inserted it int to the silicone mold. I reused the sides of the mold box and sprayed mold release over the silicone and original part following the same process - coat, brush, coat.
Mixed a 2nd batch of silicone, degassed, and poured.
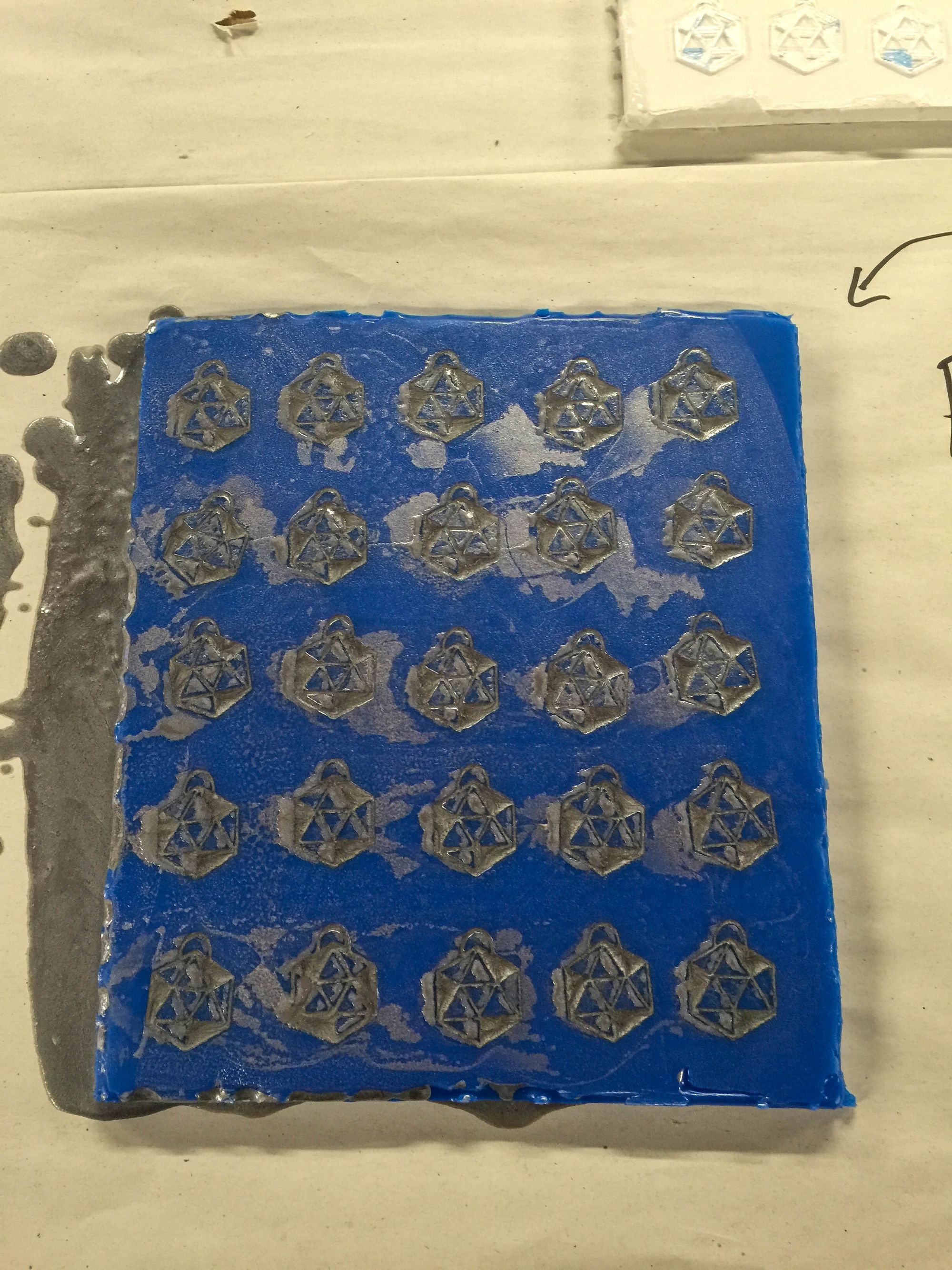
The last part of the process was casting. I chose Smooth Cast 327 for this project for several reasons - it has a relatively high shore strength, but because it's still a urethane resin, it will flex under strain, rather than snapping. It also works well with pigments and had the best balance of pot life (20min) and cure time (4hrs) for my equipment.

I added and mixed the pigment (So-Strong Black) to part B as instructed, and mixed the resin parts 1:1 by volume using glass eye droppers. Even with these small volumes, I still degassed the resin before pouring.
Finally, using plastic syringes, I pulled all of the resin into one syringe. I put a second syringe into the top sprue opening and then injected the resin into the lower sprue opening. I "pumped" the syringes back and forth, adjusting the vertical position so the injecting syringe was always horizontal and receiving syringe always vertical. This let me get out any tiny air bubbles in the mold.
Because the inner tip of the syringe is silicone, I was able to reuse the syringes for many castings. I used a small screwdriver bit to clear the syringes after the resin cured.
It took the better part of two days, but using this process I produced 100 pairs of ear pieces that were assembled and shipped on time.

Lessons learned
If I had to make these parts again today, I would 100% use an SLA printer instead. The price of SLA printers has come down so far and the availability of tailored resins has made this kind of casting all but obsolete.
That said, I learned a lot along the way.
- Unfortunately in our rush we forgot to add indents to the assembly so the earpieces would snap-fit onto the headsets. This meant we had to epoxy the earpiece into place. It turns out there aren't many adhesives that like to stick to both ABS and Urethane plastics. If we could have a redo, I would have put in a separable snap fit.
- Mixing pigment requires a LOT LESS pigment than you'd imagine. A little goes an incredibly long way.
- You can cut sprues into your silicone mold after the curing the silicone. I had to do this for my first mold, as I forgot to add them initially. It worked, but only just. Don't do this if you can avoid it. Put your sprues in ahead of time.
- Don't forget your mold release. Triple check it. Follow the directions for whatever release you use. Don't skip steps, especially the brushing step. I ruined a mold pouring the 2nd part this way and it took me an hour to get the original part back out without damaging it. Having a part in the middle of a solid block of silicone is a guaranteed bad day.
- Plan ahead. Unless you're extremely fortunate to have a Tap Plastics or other specialty plastics supplier locally, you will have to mail order everything and because they are chemicals, they will all be shipped via ground/freight. So getting materials overnighted isn't usually an option. Buy at least double the volume you think you need.


